- Промышденная автоматизация
- Электронные компоненты
|
28-09-2017
Омрон на Агропродмаш 2017!
Приглашаем Вас ознакомиться с роботизированными решениями Омрон
Павильон Форум, стенд FG075
03-07-2017
Роботизированная укладка и отбраковка в автопроме
Как роботы помогают снизить потери производительности на предприятии.
Решение задачи роботизированной укладки и отбраковки изделий после штамповки в автомобильной промышленности
Одной из неотъемлемых операций при производстве автомобилей и автокомпонентов является штамповка металлических изделий. В большинстве случаев штамповка происходит холодным способом на специальном прессовом оборудовании. Непосредственно процесс штамповки мы не будем рассматривать в данной статье, так как автопроизводители занимаются его оптимизацией уже много лет. Поговорим же мы в этой статье о вспомогательных операциях, которые следуют сразу же после основного процесса, а именно отбраковка готовых изделий и их укладка в тару.
Проведя анализ работы штамповочного оборудования на различных производственных предприятиях, наблюдается картина, когда после непосредственно штамповки происходят потери производительности из-за того, что оператор вручную укладывает изделия в тару. А также потери возникают по причине пропуска бракованных изделий. В принципе, оператор имеет возможность осуществлять визуальный контроль изделий, исключая тем самым брак, но в таком случае снижается производительность, так как движение потока изделий замедляется. Решить эту проблему можно увеличением количества операторов, которые будут заниматься отбраковкой и укладкой изделий, но при оценке стоимости владения такое решение получается достаточно дорогим. К тому же, не исключается влияние пресловутого человеческого фактора, так как людям свойственно ошибаться.
Оптимальным вариантом сокращения потерь на рассматриваемом этапе производственного процесса является замена операторов на промышленных роботов. Основным преимуществом такого решения является высокая скорость укладки при минимальной ошибке наполнения тары. Давайте рассмотрим, как работает такой роботизированный укладчик-отбраковщик. Чаще всего после штамповки изделие поступает на отводящий конвейер, на который устанавливается робот. При проектировании особое внимание стоит уделить станине и монтажу робота, чтобы погасить вибрации, которые возникают при работе пресса. Позиционирование робота на изделие осуществляется посредством использования системы технического зрения, которая интегрируется в контроллер робота. Помимо этого, система технического зрения выполняет функцию контроля изделия на наличие дефектов. Для этого робот захватывает деталь и определенным образом подносит ее к камере. После успешного прохождения контроля изделие укладывается в тару.
Тип робота выбирается в зависимости от некоторых особенностей процесса. В нашей линейке имеются такие типы промышленных роботов, как: Scara, Delta и 6-ти осевые шарнирные роботы.
Подобрать нужного робота для решения Вашей задачи всегда помогут наши специалисты, также наши партнеры подберут нужный захват и в случае необходимости смонтируют и настроят робота у Вас на производстве.
И в завершении несколько слов об окупаемости такого внедрения. Исходя из опыта уже работающих проектов и из расчета затрат на рабочий персонал, который способен справиться с задачей укладки и отбраковки изделий, приблизительный срок окупаемости составит меньше 2-х лет при работе предприятия в одну смену.
03-07-2017
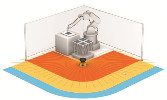
Совместная работа человека и машины без производственных травм
В современном мире выполнение человеком на производстве простых рутинных операций является неэффективным использованием его потенциала. Машины заменяют человека в выполнении однообразных операций. Роботы делают следующий шаг в замещении человека благодаря большей гибкости и универсальности. На современном предприятии люди и роботы работают на производственных линиях совместно, каждый выполняя ту работу, где наиболее эффективен. Такое взаимодействие должно быть безопасным для человека.
Лучшие предприятия – это те предприятия, чьи производственные цели направлены на внесение вклада в улучшение жизни общества.
По данным Министерства труда и социальной защиты РФ в 2015 году на производстве погибло 1707 работников. При этом воздействие движущихся деталей машин занимает второе место среди видов несчастных случаев и является причиной каждого пятого несчастного случая.
Мы ставим своей целью сделать производственные площадки безопасными и производительными.
Специфика применения роботов обусловлена их высокой гибкостью, а, значит, возможностью их быстрой переналадки или адаптации к смене продукции. В том числе, возможна обработка разнотипной продукции в одно время на одной линии. Для роботов характерны сложные траектории движения, высокие скорости и вероятность тяжелого травмирования. Сложность траекторий движения роботов повышает вероятность отказа оборудования или появления ошибок при конфигурировании. Для человека сложные траектории создают непредсказуемость действий машины. Статистика свидетельствует, что 75% несчастных случаев связаны с «человеческим фактором». В их число входит халатное отношение к безопасности, недостаточная подготовленность или ошибки персонала при работе с оборудованием. Ошибки настройки и ПО, также, можно отнести к этой категории.
Функция системы безопасности – обеспечение корректной и безопасной работы оборудования в любом рабочем режиме и цикле, в том числе и при возникновении отказов системы управления.
Консервативные решения выглядят более надежными и быстрее реализуемыми, но линейные алгоритмы блокировки оборудования могут вызывать излишнее количество остановов и существенно снизить производительность. Эффективное и безопасное взаимодействие между человеком и роботом возможно, если человек имеет оперативный доступ в зоны, где есть вероятность пересечения с роботом, а система безопасности гарантирует блокировку опасного фактора при нахождении человека в этой зоне.
Мы предлагаем готовые решения с гарантированным уровнем надежности.
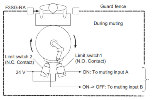
Контроль доступа в роботизированную ячейку может быть организован с помощью штатной функции барьеров безопасности F3SG-R advanced. Кнопка предварительного сброса исключает перезапуск оборудования пока работник остаётся внутри производственной ячейки.
Селективный пропуск с контролем положения робота, также, является штатной функцией барьеров безопасности F3SG-R advanced. Этот режим позволяет не блокировать работу робота во время доступа человека, но только при условии нахождения робота в безопасной позиции.
Специальный режим «пониженного разрешения» обеспечивает возможность подачи материала в рабочую зону робота на специальной тележке, не вызывая его остановки. При попадании человека в эту зону, он будет обнаружен и робот будет остановлен.
Предупреждение о нарушении запрещенной зоны без останова оборудования.
Каскадное включение барьеров безопасности позволяет организовать обнаружение человека на подступах к опасной зоне и выдать сигнал предупреждения без остановки оборудования. Размер зоны предупреждения может настраиваться.
Аналогичную зону предупреждения можно организовать с помощью сканера безопасности OS32C.
Динамический коридор доступа с помощью сканера безопасности OS32C разрешает пропуск человека в ячейку с роботом. Это обеспечивает безопасный и непрерывный режим работы.
Эти решения воплощены в специализированных компонентах Омрон с учетом требований стандартов безопасности и имеют декларацию соответствия.
Выверенность решений сокращает затраты времени на проектирование и внедрение системы безопасности. Снижение числа вынужденных остановок линии напрямую отражается на производительности предприятия, а, иногда, на ресурсе оборудования и качестве продукции. Работник предприятия может быть уверен в безопасности взаимодействия с роботом и работать максимально производительно.
29-04-2017
Расширение библиотеки данных EPLAN
Теперь в библиотеке данных деталей EPLAN доступно 7500 макросов
Мы добавили около 4000 деталей в онлайн-библиотеку EPLAN, и теперь на нашем веб-сайте доступно более 7500 макросов абсолютно бесплатно.
«Это еще один отличный пример нашего стратегического развития в сфере производства шкафов управления, — говорит Ларс де Брун, менеджер по маркетингу (EMEA). — Мы постоянно привносим инновации в процесс создания проекта. Наша последняя инициатива призвана поддержать библиотеку EPLAN, которая, по мнению наших клиентов, играет ключевую роль на стадии разработки шкафов».
Инициатива поддержки производителей шкафов управления появилась именно в то время, когда создание документации для сложного оборудования стало трудной задачей, особенно в условиях ограниченного бюджета. Данная проблема особенно актуальна для производителей шкафов управления, которым важна полнота и точность документации.
Ускорение процесса разработки
«В зависимости от сферы промышленности, от 10 до 50% проектов необходимо реализовывать в крайне сжатые сроки, — говорит де Брун. — Исчерпывающая информация о продукте, включая двухмерные и трехмерные чертежи, — это неотъемлемый фактор ускорения всего процесса создания шкафов управления. Кроме того, такой подход помогает осуществлять эффективный обмен данными и улучшает качество разработки».
Именно поэтому компания Omron предлагает более 7500 макросов для системы EPLAN, которые позволяют пользователям перетаскивать уже начерченные компоненты в свои собственные документы или проекты для создания точной и актуальной документации для оборудования и шкафов управления при поддержке Omron.
Вы можете выбрать до 50 отдельных продуктов из списка или выбрать группу продуктов, без ограничений по количеству.
Макросы для наших основных продуктов, в том числе все продукты «Value Design», выпущенные в 2016 году, напрямую импортированы в основные версии программного обеспечения для проектирования шкафов управления, включая EPLAN, а также Zuken E3 (на стадии разработки). Также на сайте доступны 2D и 3D чертежи в наиболее популярных форматах. Это облегчает оптимизацию пространства внутри шкафа управления. Работа онлайн-библиотеки была существенно улучшена. Теперь вы можете проверить дату выпуска детали и избежать любых проблем совместимости новых продуктов с более ранними версиями.
28-04-2017
Оптоволокно – фотоэлектрика для «умных» задач
Предлагаем Вам рассмотреть какие особенности несёт использование механического проводника света (оптоволокна) по сравнению с традиционными фотоэлектрическими датчиками.
Оптоволокно – фотоэлектрика для «умных» задач
В основном, их области применения совпадают, но есть ряд свойств, которые делают их незаменимыми в особенных задачах. На рисунке ниже показано, что, не смотря на один базовый принцип, у каждого типа есть характерные особенности:

Компактность.
Эта особенность актуальна не только для машин, работающих с малогабаритными деталями и производящими сложное компактное оборудование (электроника, сборка устройств с малогабаритной механикой, автомобильные компоненты и т.п.), но и для машин с высоким уровнем автоматизации и контроля. Современные тенденции ведут к большей автоматизации и увеличению производительности машин. Машины практически не требуют наличия оператора, благодаря чему снимаются требования к эргономике. Новым трендом является уменьшение габаритов оборудования, с целью оптимизации использования производственных площадей.
Тесное расположение оптоволоконных головок, в отличие от обычных фотоэлектрических датчиков, не является в данном случае проблемой, т.к. оптоволоконные усилители (например, E3NX-FA) имеют систему предотвращения взаимного влияния при подключении до 10 оптоволокон.

Скорость.
Современные оптоволоконные усилители имеют очень высокую скорость срабатывания. Усилитель Omron E3X-NA_F занимает лидирующие позиции по этому параметру со временем реакции 20мс.
Точность.
Для достижения высоких характеристик по избирательности усилители имеют большой динамический диапазон. Это достигается повышением мощности источников света и её точной модуляцией, с последующей передачей светового потока через оптоволокно. Важным аспектом, также является хорошая избирательность приемника усилителя, где ноу-хау производителя сосредоточено в построении малошумящих схем с высоким соотношением «сигнал/шум».
Датчик способен быстро и точно реагировать на незначительные изменения принимаемого светового потока, а, значит, распознавать с высокой скоростью и точностью даже очень мелкие объекты.
Линейка оптоволоконных усилителей Omron.
Линейка оптоволокон предназначена для решения разных задач в зависимости от условий применения, необходимых расстояний срабатывания и размера луча.
Все типы можно комбинировать с различными усилителями. Нужно иметь ввиду, что комбинация оптоволокна с различными усилителями влияет на достигаемые параметры по дальности и точности обнаружения.
Наиболее популярны доступные и простые в настройке серии:
E3X-NA – для индикации используется светодиодная линейка, для настройки потенциометр.

E3X-SD – в этой серии индикация уже цифровая, а порог срабатывания задается цифровым значением.

Серия E3X-MDA интересна тем, что имеет сразу два канала для подключения оптоволокна. В усилителе, также есть настройка выхода по функции «И» / «ИЛИ» от состояния обоих каналов.

Серия E3X-NA_F предназначена для высокоскоростных задач и имеет время отклика всего 20мс..
22-04-2017
Автоматический контроль нанесения герметика в автомобильной промышленности
Как осуществить контроль дефектов и их устранение в автоматическом режиме?
Решение задачи автоматического контроля нанесения герметика в автомобильной промышленности
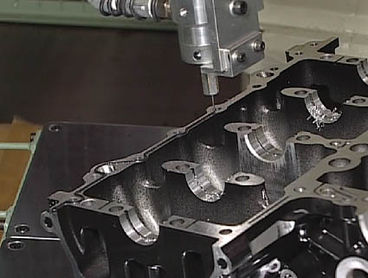
В автомобильной промышленности на различных этапах сборочного процесса широко применяются операции склеивания и герметизации. С помощью клея можно добиться прочного соединения различных деталей, а герметизация кроме соединения деталей, служит также для уплотнения конструкций.

Чаще всего на современном автосборочном предприятии клей или герметик подается автоматически из емкости в специальную головку, которая крепится на манипуляторе промышленного робота. Нанесение осуществляется по задаваемой роботом траектории. При этом важным моментом, на который стоит обратить внимание, является процедура контроля ширины полоски клея и наличия разрывов в ней. Зачастую такой контроль осуществляется оператором визуально после процедуры нанесения. И далее, в случае обнаружения дефекта, тот же оператор вручную осуществляет коррекцию некачественного участка.
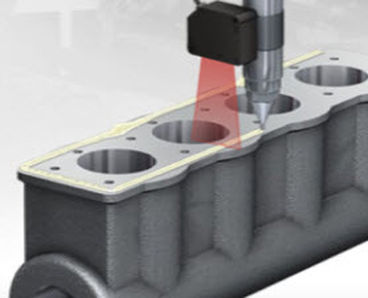
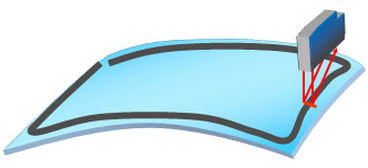
Решение, разработанное на оборудовании компании Омрон, позволяет осуществлять контроль полоски клея или герметика на наличие дефектов в автоматическом режиме непосредственно сразу в процессе нанесения. Осуществляется такой контроль, путем установки на манипулятор робота лазерного измерительного профилометра ZG2, который осуществляет измерение профиля наносимой полоски, другими словами измеряет ширину и высоту нанесенного на поверхность клея. Местоположение дефекта запоминается в памяти контроллера, после чего осуществляется автоматическая коррекция дефектных участков с помощью того же робота.
Бывает ряд задач, в которых требуется отслеживать только разрывы в наносимой на поверхность изделия полоске. В таком случае, в арсенале компании Омрон имеется более бюджетное решение, позволяющее со 100% гарантией отслеживать такого рода дефекты. Решение основано на использовании лазерного измерительного датчика ZX, который осуществляет измерение только лишь по одной координате.
Также не стоит сбрасывать со счетов те случаи, в которых нет возможности установить измерительный датчик на манипуляторе робота. Но и здесь Омрон поможет решить Вам задачу автоматического контроля дефектов полосы. В таких ситуациях целесообразно применение систем технического зрения FH. Робот наносит полоску по всему контуру детали, а уже после окончания этой процедуры система технического зрения осуществляет съемку целиком всей полосы и выявляет дефект.
Все типы решений, которые описаны выше, были внедрены на различных автосборочных предприятиях и предприятиях по производству автокомпонентов. Реализация этих проектов позволила сократить количество выпуска дефектной продукции, снизить себестоимость продукции и в некоторых случаях уменьшить время такта. Средний срок окупаемости проектов по автоматическому контролю нанесения клея или герметика составляет порядка 12 месяцев

28-02-2017
Новая линейка роботов Omron: Cobra, Hornet, Quattro, Viper.
Роботизация шагает по планете «семимильными шагами». Подтверждение этому утверждению мы наблюдаем ежедневно из сводок новостей, научных журналов, выставок, и, в принципе, из любой информационной среды с которой контактируем, т.к. роботизация на сегодняшний день пронизывает абсолютно все сферы нашей жизни. Количество и типы роботов поражают наше воображение, от гуманоидного и животного типа до простых отдельных манипуляторов с простой кинематикой. Например, в Китае, стране с по прежнему высоким уровнем ручного труда за 2014 год было реализовано порядка 57 000 шт. промышленных роботов, а слово робот-пылесос для нас давно уже стало привычным и теперь у любого есть возможность купить себе в дом такого робота.
Если же говорить конкретно про промышленных роботов, то первый и успешный из них появился в продаже еще в далеком 1962 году и представлял собой штангу манипулятор, смонтированную на огромном пьедестале-коробе, включающем всю электронику. В наши дни, спустя 44 год, на автомобильном конвейере около 20ти роботов производят полный цикл сварки кузова автомобиля за 8 минут с одновременным контролем качества.
Без преувеличения можно сказать, что роботизация - это путь, который выбрало человечество для дальнейшего развития производства.
В то же время Россия в этом плане серьезно отстаёт от остального промышленного мира. За 2014 год в России реализовано около 500 промышленных роботов, к слову, в Бразилии за 2014 год их реализовано 1300шт. До недавнего времени для России такое явление как роботизация было нечто приходящее с иностранными компаниями и мало генерируемое изнутри. Особенно была характерна и видна такая тенденция для пищевой отрасли. Стоит сказать, что в первую очередь отсутствие интереса к роботам со стороны Российской пищевой отрасли было вызвано стоимостью таких проектов и как следствие сроком возврата инвестиций для собственника.
Но сегодня стоимость проектов роботизации в России приблизилось к срокам окупаемости от 1-2 лет. Такие сроки окупаемости становятся приемлемыми для вложения инвестиций, и мы видим "лавинный" рост интереса со стороны рынка, которому мы готовы предложить наши решения, отточенные одним их лидеров рынка роботов с 25ти летним стажем.
Но сегодня стоимость проектов роботизации в России приблизилось к срокам окупаемости от 1-2 лет. Такие сроки окупаемости становятся приемлемыми для вложения инвестиций, и мы видим "лавинный" рост интереса со стороны рынка, которому мы готовы предложить наши решения, отточенные одним из лидеров рынка роботов с 25ти летним стажем.
Как многие уже знают, компания Омрон в 2015ом году приобрела компанию Adept, входящую в десятку лидеров рынка роботостроения.

Adept Technology Inc., является ведущим поставщиком интеллектуальных робототехнических систем. Основанная в 1983 году, Adept является одним из крупнейших производителей промышленных роботов. Роботы Adept используются в высокоскоростном и высокоточном производстве, для упаковки и для автоматизации производственных процессов. По всему миру установлено более 25 000 промышленных роботов Adept.
С приобретением компании Adept мы расширили линейку роботов новыми моделями Cobra, Hornet, Quattro, Viper, получив при этом высочайший опыт реализации проектов роботизации от пищевой отрасли до автомобильной промышленности, и теперь для наших заказчиков стали доступны отточенные технологии идеального сопряжения технического зрения и роботов.

Отличительными особенностями линейки роботов Cobra, Hornet, Quattro, Viper являются:
1. Колоссальная производительность.
- Робот Quattro 650 был признан самым быстрым роботом в мире
2. Интеллектуальное и легкое в освоении ПО для настройки роботов.
- Примерное время настройки робота на перекладку занимает не более 8мин. с использованием мастера автонастройки в ПО ACE.
3. Встроенные в тело робота контроллер и привода.
- Это избавляет пользователя от реализации дополнительного шкафа. Исключение составляют роботы Quattro
4. Минимальное обслуживание робота.
- Например, при годовом обслуживании робота Viper из необходимых процедур присутствует только проверка кнопок и болтов.
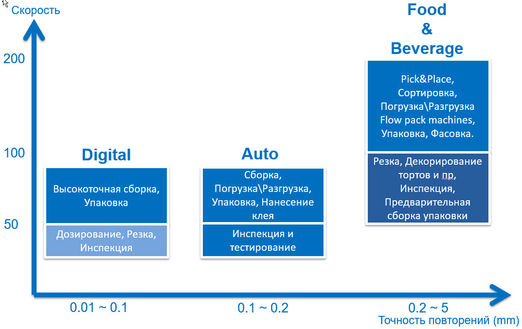
Как понятно из графика выше, применение того или иного робота зависит от ключевых параметров скорости работы на прямую влияющую на производительность и точности повторений, влияющую главным образом на качество производства. Например, для высокоточной сборки или инспекционных работ необходимо достаточно точно позиционировать манипулятор, и именно этот параметр будет главенствующим над скоростью работы. И совершенно обратная картина присуща, например, фасовке, где главное быстро расфасоватьупаковать продукт, при этом «микронная» точность укладки является лишней.
Отсюда кинематическая модель каждого типа робота обладает своей спецификой, например, кинематика Дельта робота (Hornet, Quattro) позволяет очень быстро совершать действия перекладки, так называемый Pick & Place и в таких задачах эффективность дельта робота максимальная. При этом 6ти осевой робот «рука» предназначен в первую очередь для операций сборки сопряженных при этом с различными промежуточными зонами (например, забор со станка подготовленной трубы, отправка в зону развальцовки, после в зону запрессовки фитинга и далее в зону контроля).
Ниже можно увидеть раскладку по ключевым характеристикам роботов:

Модельный ряд роботов Cobra, Hornet, Quattro, Viper.
В заключении хотелось бы сказать, что выгода роботов очевидна, и с течением времени все больше успешных компаний будут применять роботизированные решения. Компания Омрон, отслеживая эти тенденции, уже сегодня готова предложить технологии и компетенции для того, чтобы делиться ими и внедрять на производстве.
27-01-2017
Новый компактный контроллер NX1 расширяет возможности производственного оборудования начального уровня
Ппредставляем новый контроллер платформы автоматизации Sysmac серии NX1, который позволяет использовать все передовые технологии Sysmac в производственных установках среднего и начального уровней сложности. Наш новый контроллер представляет собой устройство “все в одном” и оснащен дискретными входами/выходами, коммуникационными портами Ethernet/IP и EtherCAT и способен выполнять задачи логического управления и управления движением.
Одним из ключевых преимуществ NX1 является возможность расширения при помощи широкой линейки быстрых и эффективных по стоимости модулей ввода/вывода серии NX – до 8 локальных модулей в одном контроллере. Также расширение системы управления на базе нового контроллера возможно за счет подключения через встроенный порт EtherCAT станций удаленного ввода/вывода NX, сервосистем, инверторов, систем технического зрения, системы безопасности и других устройств EtherCAT – всего до 16 узлов. В результате максимальное суммарное число дискретных входов/выходов для контроллера NX1 составляет 808 точек.
Из других важных характеристик и особенностей нового контроллера следует отметить:
- высочайшее быстродействие для контроллера этого класса – время выполнения команды от 3,3 нсек, время выполнения главной задачи, синхронизированное с обменом по сети EtherCAT и управлением движением (при его наличии) – от 2 мсек;
- емкость памяти программ – 1,5 МБайта;
- емкость памяти данных – 2 Мбайта (не хранимая без питания), 32 кБайта (хранимая);
- подключение аналоговых плат и плат последовательного интерфейса – 1 или 2 (в зависимости от модели);
- управление сервоосями в режиме 1-осевого поточечного позиционирования – 4 оси во всех моделях;
- синхронное управление движением - до 4 сервоосей (в зависимости от модели);
- съемные быстрозажимные клеммы Push-In Plus встроенных дискретных входов/выходов для ускоренного монтажа и простого обслуживания.
Для работы с NX1 мы предлагаем специальную версию единой среды разработки Sysmac Studio Lite, которая поддерживает контроллеры Sysmac только младших серий NX1 и NJ1.
Появление в линейке универсальных контроллеров Sysmac моделей NX1 позволит нашим заказчикам выбирать оптимальное решение на базе платформы Sysmac под задачи автоматизации различного уровня сложности в зависимости от необходимого числа каналов ввода/вывода, интерфейсов связи, быстродействия и требуемого типа управления технологическим процессом – со стандартным логическим управлением или в его комбинации с синхронным управлением движением.
В результате внедрения контроллера NX1 сокращается время разработки проектов автоматизации за счет использования современной единой среды разработки Sysmac Studio и преемственности программного кода от старших контроллеров Sysmac NJ, увеличивается производительность и точность работы производственного оборудования, растет качество выпускаемой продукции, сокращается количество и время простоев вследствие доступа к расширенной диагностической информации через цифровые интерфейсы на всех уровнях: полевом (IO-Link), машинном (EtherCAT) и информационном (Ethernet/IP).
Откройте окно в мир современных технологий автоматизации вместе с платформой Sysmac и новейшим контроллером NX1 компании Omron!
Внимание! Только в течение февраля и марта 2017 года будут доступны специальные Стартовые Комплекты NX1, которые позволят максимально комфортно и с минимальными затратами начать работу с новыми контроллерами. Каждый комплект, помимо контроллера, включает в себя среду разработки Sysmac Studio Lite, модули дискретного ввода и вывода NX, источник питания и кабели Ethernet и EtherCAT. Стартовые Комплекты предлагаются в двух вариантах в зависимости от модели контроллера: для задач позиционирования или без управления движением (безосевой контроллер NX1) или для задач с синхронным управлением движением (2-ух осевой контроллер NX1). Подробную информацию о составе наборов, специальной цене и условиях акции Вы можете получить, обратившись к нам.
09-01-2017
Датчики E2A и E2B в формате мультиупаковки
Индуктивные датчики отличаются доказанной надежностью, превосходной производительностью и привлекательной ценой, которая стала еще привлекательней благодаря нашей новой групповой упаковке из 20 датчиков в одной коробке. Теперь вам доступны следующие преимущества:
- Более низкая цена за единицу и улучшенное соотношение «цена-качество»
- Упрощенный учет товарно-материальных запасов
- Снижение требований к пространству на складе
- Более удобное хранение запасов
- Меньше упаковки для снижения отходов и воздействия на окружающую среду
Групповая упаковка содержит 20 датчиков типа E2A и E2B, а также комплект гаек и инструкцию в одной коробке. Новая упаковка предлагает новые преимущества дистрибьюторам, производителям оборудования и конечным пользователям:
- Более низкая цена за единицу оптимизирует соотношение «цена-качество» датчиков
- Планирование, заказ и управление товарно-материальными запасами стало еще проще
- Более низкие расходы на складское хранение и логистику благодаря потребности в меньшем пространстве для хранения
- Более простое хранение запасов этих широко используемых компонентов помогает в планировании производства
- Проблемы технического обслуживания могут быть исключены, т. к. запасные части всегда находятся под рукой
- Используется меньше упаковочных материалов, что снижает объем отходов и воздействие на окружающую среду
Более ранние новости здесь: http://www.elektrostyle.ru/omronnews.htm
|